









Oliver Manufacturing is home to many of the most innovative and durable designs of machinery for your material processing needs. Our machines can separate, sort, and size a variety of fine materials and products reliably and effectively, and they have for decades.
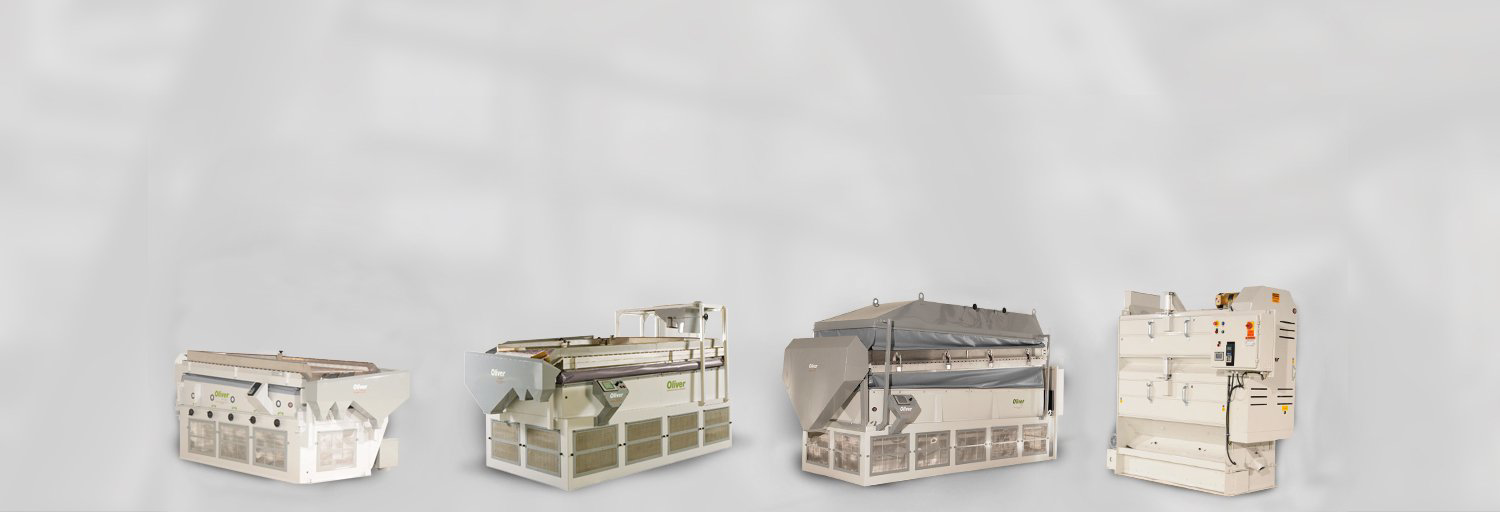
We have a range of gravity separators, destoners, precision sizers, and other superior solutions for manufacturing and processing plants. Improve your end product with state-of-the-art Oliver equipment to enhance your plant's performance.
At Oliver, get best-in-class processing equipment custom engineered to be apart of your faithful processing line. We are a solution provider of separation, precision, sorting, and drying.
Reliability is our core strength! Lean on us for your processing needs, and always receive satisfaction. Oliver Manufacturing combines durability, intelligence, and efficiency by utilizing advanced technologies. With our product selector you can find suitable equipment for your facility in minutes.
Oliver Manufacturing offers specialized material processing solutions to seed & grain, food, and reclamation industries. We have products that help in seed processing and deliver a final product of homogeneous nature.
Many industries seek contaminant-free raw materials before they send them for the next stage of operations. And to provide extensive convenience, Oliver's equipment can process grains, corn, oilseeds, cotton seeds, and others to separate the impurities from good products.
We also provide clever solutions to recycling companies. We help the reclamation industry turn waste into valuable materials. Plus, our cost-effective A+ grade recycling separation equipment helps you save costs. With Oliver machines, you can expect cent percent precision from simple to complex reclamation material processing.
Being a third generation manufacturer in North America for granular separation solutions, the company was established in 1930 by Oliver W. Steele. Son to one of the first developers of the modern gravity separator circa 1897 he helped pave the way for Oliver in the industry. After him, the company was run for 40 years by Oliver’s grandson Geoff O. Burney, and is currently guided by Oliver’s great grandson, Brian Burney.
Oliver W. Steele founded Oliver Manufacturing in 1930. It’s a family-owned business currently run by the 3rd generation. From the beginning, Oliver implemented strategic principles to make and deliver high-quality products. Our mission is to leverage technology to infuse durability and efficacy into our solutions.
Contact us today and let us help you discover the best Oliver solution for your processing needs.
LEARN MORE
18 March, 2024
Oliver Manufacturing stands at the forefront of agricultural and indus
Read More
6 February, 2024
In agricultural seed technology, gravity tables have become indispensa
Read MoreOliver's solutions are curated with your best interests in mind. Our team diligently works with yours to find the best route for your processing needs. To ensure the best outcome our R&D team works along with our engineers to give you the most up-to date information regarding your products best chance at a quality separation.
Oliver can deliver a precise seed analysis after testing your materials in our seed separation lab. We will help you achieve optimal results and maximize your profitability by removing impurities. Experience the benefits of our testing services and see the difference it can make.




 Seed & Grain
Seed & Grain FOOD
FOOD Reclamation
Reclamation